



Postprocesado de piezas de impresión 3D: guía práctica (con pasos, materiales, pros y contras)
- Rafa Barajas
- 8 ago 2025
- 3 Min. de lectura

Cuando alguien ve una pieza 3D “que parece salida de fábrica”, casi siempre hay postprocesado detrás. El postprocesado es el conjunto de técnicas para mejorar apariencia, tacto y desempeño de tus impresiones: desde quitar soportes y suavizar capas, hasta pintar, sellar, pulir o incluso alisar químicamente. He reunido aquí un flujo de trabajo claro, materiales recomendados, errores comunes, y cuándo sí conviene invertir tiempo en esto (y cuándo no).

¿Por qué postprocesar?
Acabado profesional: superficies lisas, uniones invisibles, colores uniformes.
Funcionalidad extra: piezas más estancas, más resistentes al desgaste o con protección UV.
Precisión visual: ocultar líneas de capa y pequeñas imperfecciones de soporte.
Aplicaciones reales: props/cosplay, carcasas de electrónica, prototipos de cliente, piezas para exterior, moldes, modelos para pintura, joyería (en resina), etc.

Desventajas a considerar
Tiempo y costo: lijas, imprimantes, pinturas, epoxi, cabina, mascarillas… suman.
Riesgos y curva de aprendizaje: solventes, polvo fino y UV requieren seguridad.
Pérdida de detalle o tolerancias: lijado agresivo o alisado químico sin control redondea aristas.
Flujo de trabajo recomendado (paso a paso)
1) Preparación y limpieza
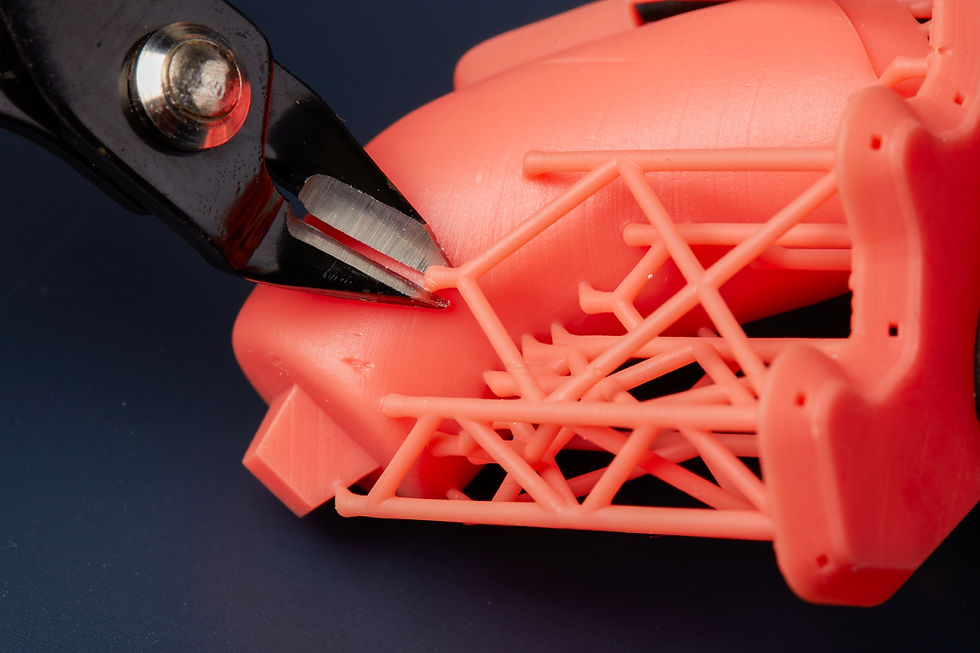
Retira soportes con alicates y bisturí, sin arrancar a lo bruto.
Desbarba líneas de costura y “elefant foot” con cutter o lima fina.
Desengrasa: alcohol isopropílico (IPA) ligero en FDM; en resina, primero lava (IPA/alternativa), seca y cura UV.
2) Corrección de imperfecciones

Masillas:
Acrílica o “filler putty” para poros finos.
Automotriz de dos componentes para golpes/huecos.
Pegado/Unión de piezas:
Cianoacrilato (CA) + activador (rápido).
Epoxi 2K (fuerte, rellena).
Soldadura química (ABS/ASA con acetona o MEK; resina con resina UV).
Inserciones roscadas: latón de inserción térmica para fijaciones limpias y durables.
Y si todo este tema del postprocesado te está gustando, en mi curso de postprocesado de piezas impresas en 3D muestro más de siete formas distintas de resanar según lo que quieras lograr: desde acabados súper resistentes, hasta soluciones rápidas y económicas. También vemos técnicas de “maquillado” para disimular uniones y detalles, para que tus piezas pasen de “impresas” a “profesionales” sin que nadie note el cambio.

Si quieres, te lo inserto en el texto anterior en el punto donde fluya más natural.
3) Lijado progresivo (la clave del buen acabado)

Arranca por 120–180 si hay líneas marcadas, luego 220 → 320/400 → 600–800.
Para acabados finos: 1000–2000 en húmedo (especialmente en resina).
Tip: usa bloques o esponjas de lijado para no crear “ondas”.
4) Imprimación (“primer”)

Filler primer tapa poros y revela defectos. Aplica capas finas (2–3), seca, lija suave 600–800.
Repite si hace falta hasta que la superficie “desaparezca” a contraluz.
5) Pintura

Acrílicas al agua (aerógrafo o spray): fáciles, poco olor.
Esmaltes: más duros, requieren más curado.
Capas finas, distancia correcta, tiempo de secado entre manos.
6) Sellado y acabado
Barniz mate/satinado/brillante según el look.
Epoxi de recubrimiento (tipo “clear coat” 2K) para brillo profundo y estanqueidad superficial.
Pulido (tras barniz duro) para acabado espejado.
Materiales: compatibilidad y tips rápidos

PLA: se lija bien; acepta primer y pintura sin dramas. Evita calor directo (deforma).
ABS/ASA: perfecto para alisado por acetona; gran opción para piezas exteriores (usa pintura automotriz + barniz UV).
PETG: algo “gomoso” al lijar; usa lijas más finas, no calientes en exceso. Primer de adherencia ayuda.
Nylon/PA: baja adherencia de pintura; usa primer específico y desengrasa muy bien.
Resina (SLA/DLP): lijado en húmedo después de curado; putty ligera, primer, pintura. No sobrecurar (se vuelve frágil).
Errores comunes (y cómo evitarlos)

Lijar “con prisa” con grano grueso y no subir progresivo → surcos que nunca desaparecen.
Pintar sin desengrasar → ojo con huellas y polvo.
Acetona en PLA → pegajosidad/deformación.
Sobrecurar resina → pieza quebradiza.
Capas de pintura espesas → piel de naranja, goteos.
Incompatibilidades: esmalte sobre acrílico fresco, o barniz inadecuado que “levanta” la pintura.
¿Cuándo sí conviene postprocesar?
Prototipo para cliente: primera impresión importa.
Props/cosplay: el look manda.
Carcasas y exhibición: estética uniformizada.
Exterior: ASA + pintura/barniz UV.
Modelos de resina: superficies listas para aerógrafo.
¿Y cuándo no? Piezas internas, jigs, abrazaderas o prototipos rápidos donde la función gana a la estética.
¿Vale la pena? Para prototipos internos, quizá no. Para piezas que vas a mostrar, vender o instalar, marca la diferencia. Aprenderlo te da control: eliges qué técnica aplicar, cuánto invertir en cada pieza y cómo lograr resultados consistentes sin reimprimir.
Si quieres ver el proceso paso a paso, con materiales recomendados y trucos prácticos, tengo un curso dedicado al Postprocesado de piezas de impresión 3D.



Rafa..Que utilizo para convertir archivos para trabajar en Orca..Gracias